Introduction
Manufacturing process are the steps through which raw materials are transformed into a final product. The manufacturing process begins with the product design, and materials specification from which the product is made. These materials are then modified through manufacturing processes to become the required part.
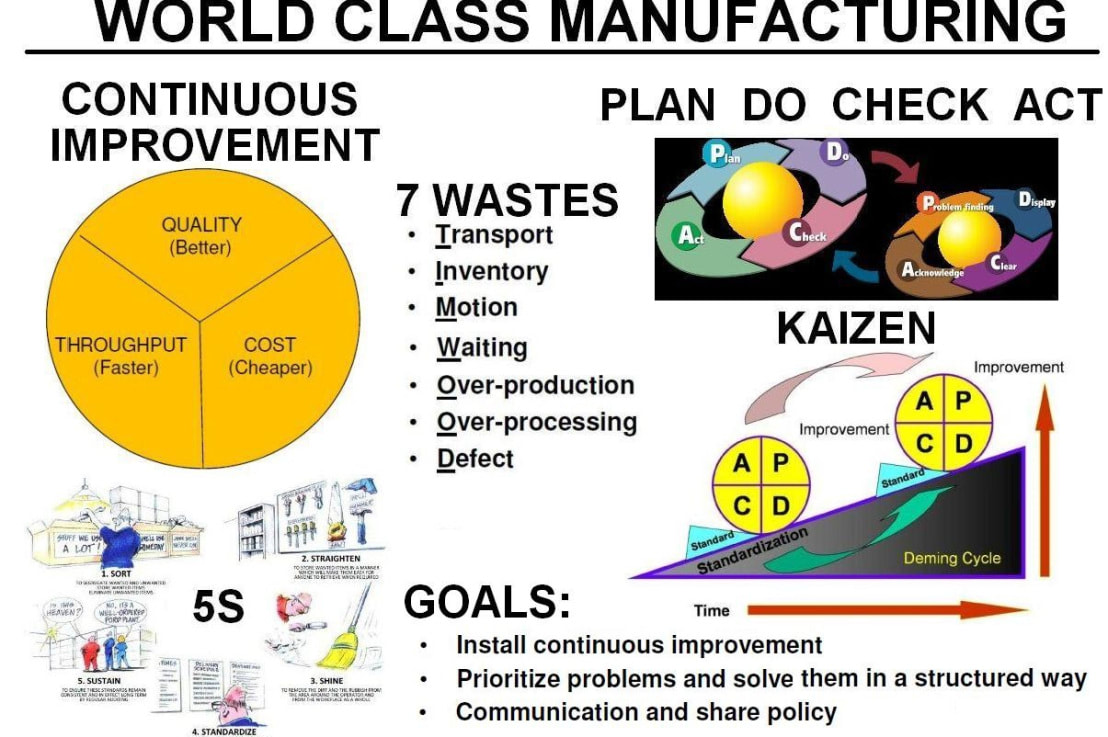
World class manufacturing is a collection of concepts, which set standard for production and manufacturing for another organization to follow. World class manufacturing is a process driven approach where various techniques and philosophy are used in one combination or other. It involves the responsibility of ensuring that business operations are efficient in terms of using as few resources as needed and effective in terms of meeting customer requirements.
Production management
Production management means planning, organizing, directing and controlling of production activities.
Production management deals with converting raw materials into finished goods or products. It brings together the 6M’s i.e. men, money, machines, materials, methods and markets to satisfy the wants of the people.
Production management deals with decision-making related to production processes so that the resulting goods or service is produced according to specification, in the amount and by the schedule demanded.
Production systems can be classified as:
1) Job Shop Production
2) Batch Production
3) Mass Production
4) Continuous Production
Classification of plant layout: –
1) Process lay out
2) Product lay out
3) Combination lay out
4) Fixed position lay out
5) Combination Layout
Material management
Definition
It is concerned with planning, organizing and controlling the flow of materials from their initial purchase through internal operations to the service point through distribution.
AIM OF MATERIAL MANAGEMENT
To get
1. The Right quality
2. Right quantity of supplies
3. At the Right time
4. At the Right place
5. For the Right cost
Key objectives of Material Management are :
1) To buy at the lowest price , consistent with desired quality and service.
2) To maintain a high inventory turnover , by reducing excess storage , carrying costs and inventory losses occurring due to deteriorations , obsolescence and pilferage.
3) To maintain continuity of supply , preventing interruption of the flow of materials and services to users.
4) To maintain the specified material quality level and a consistency of quality which permits efficient and effective operation
5) To develop reliable alternate sources of supply to promote a competitive atmosphere in performance and pricing
6) To minimize the overall cost of acquisition by improving the efficiency of operations and procedures
Materials planning and control:
Materials required for any operation are based on the sales forecasts and production plans.
This involves estimating the individual requirements of parts, preparing materials budget, forecasting the levels of inventories, scheduling the orders and monitoring the performance in relation to production and sales.
Bill of materials (BOM):
A bill of materials or product structure is a list of the raw materials, sub-assemblies, intermediate assemblies, sub-components, parts and the quantities of each needed to manufacture an end product.
A BOM may be used for communication between manufacturing partners, or confined to a single manufacturing plant. A bill of materials is often tied to a production order whose issuance may generate reservations for components in the bill of materials that are in stock and requisitions for components that are not in stock.
A BOM can define products as they are designed (engineering bill of materials), as they are ordered (sales bill of materials), as they are built (manufacturing bill of materials), or as they are maintained (service bill of materials or pseudo bill of material).
The different types of BOMs depend on the business need and use for which they are intended. In process industries, the BOM is also known as the formula, recipe, or ingredients list. BOMs that describe the sub-assemblies are referred to as modular BOMs.
Good Receipt Note (GRN)
Every part has its Quality, Quantity and documentation characteristics known as GRN (Good Receipt Note) or Quality copy.
Goods Receipt Note is prepared by the Stores /Warehouse Department for accounting the receipt of goods purchased from suppliers. When GRN is prepared in a software, Inventory is updated with quantity and value. It will also update the financial records by debiting Purchases A/c & Crediting the Supplier’s (Vendor’s) A/c.
One copy of the GRN (with vendor’s invoice, inspection / quality report copy) is maintained in the location where it is prepared and the original GRN with Original Invoice of the Supplier will be authenticated by the Warehouse / Stores In-charge and sent to the Finance/Accounts department for transaction validation, payment and preservation of the documents for future reference and audit.
Whatever goods comes into a particular warehouse should be recorded through some sort of document. When the goods come it has to be attached with this document and the same has to be signed by the gate keeper, store in-charge and the receiver.
The copy of this record will attached with the bill and forward to accounts dept. for payment. This document is called Goods Receipt Note.
Goods Receipt Note is a document used to record the inward entry of the any goods received at the premises of the organization. The document normally consists of the details of Quantity Received, Quantity Rejected and Quantity Accepted, Supplier Name & P.O. No.
The practice of preparing GRNs is important as it promotes proper inventory control and restricts the unwanted, unauthorized entry of goods in the organization. The GRN preparation is a part of effective Inventory Control Management.
Production Planning
Production planning is one part of production planning and control dealing with basic concepts of what to produce, when to produce, how much to produce, etc. It involves taking a long-term view at overall production planning.
Therefore, objectives of production planning are as follows:
1) To ensure right quantity and quality of raw material, equipment, etc. are available during times of production.
2) To ensure capacity utilization is in tune with forecast demand at all the time.A well thought production planning ensures that overall production process is streamlined providing following benefits:
1) Organization can deliver a product in a timely and regular manner.
2) Supplier are informed will in advance for the requirement of raw materials. It reduces investment in inventory.
3) It reduces overall production cost by driving in efficiency.
Inventory control
It means stocking adequate number and kind of stores, so that the materials are available whenever required and wherever required. Scientific inventory control results in optimal balance
Functions of inventory control
To provide maximum supply service, consistent with maximum efficiency & optimum investment.
Inventory control can be defined as the “coordination and supervision of the supply, storage, distribution, and recording of materials to maintain quantities adequate for current customer needs without excessive supply or loss.
Inventory turnover ratio
The inventory turnover ratio is an efficiency ratio that shows how effectively inventory is managed by comparing cost of goods sold with average inventory for a period. This measures how many times average inventory is “turned” or sold during a period.
This measures how many times average inventory is “turned” or sold during a period. In other words, it measures how many times a company sold its total average inventory dollar amount during the year.
A company with $1,000 of average inventory and sales of $10,000 effectively sold its 10 times over.
This ratio is important because total turnover depends on two main components of
performance.
The first component is stock purchasing.
If larger amounts of inventory are purchased during the year, the company will have to sell greater amounts of inventory to improve its turnover. If the company can’t sell these greater amounts of inventory, it will incur storage costs and other holding costs.
The second component is sales.
Sales have to match inventory purchases otherwise the inventory will not turn effectively. That’s why the purchasing and sales departments must be in tune with each other.
Inventory Management
Inventory management is the practice overseeing and controlling of the ordering, storage and use of components that a company uses in the production of the items it sells. [8]
Two common inventory-management strategies are as follows:
1) Just-in-time (JIT)
2) Materials Requirement Planning (MRP)
Pull System
The pull inventory control system begins with a customer’s order. With this strategy, companies only make enough product to fulfill customer’s orders.
One advantage to the system is that there will be no excess of inventory that needs to be stored, thus reducing inventory levels and the cost of carrying and storing goods.
However, one major disadvantage to the pull system is that it is highly possible to run into ordering dilemmas, such as a supplier not being able to get a shipment out on time. This leaves the company unable to fulfill the order and contributes to customer dissatisfaction.
An example of a pull inventory control system is the just-in-time, or JIT system. The goal is to keep inventory levels to a minimum by only having enough inventory, not more or less, to meet customer demand.
The JIT system eliminates waste by reducing the amount of storage space needed for inventory and the costs of storing goods.
Just in Time (JIT)
Just-in-time (JIT) is an inventory strategy companies employ to increase efficiency and decrease waste by receiving goods only as they are needed in the production process, thereby reducing inventory costs. It plans to receive items as they are needed rather than maintaining high inventory levels.
Companies can save significant amounts of money and reduce waste by using a JIT inventory management system.
JIT means that manufacturers and retailers keep only what they need to produce and sell products in inventory, which reduces storage and insurance costs and unwanted inventory.
To balance this style of inventory management, manufacturers and retailers must work together to monitor the availability of resources on the manufacturer’s end and consumer demand on the retailer’s.
Push System
The push system of inventory control involves forecasting inventory needs to meet customer demand. Companies must predict which products customers will purchase along with determining what quantity of goods will be purchased. The company will in turn produce enough product to meet the forecast demand and sell, or push, the goods to the consumer.
Disadvantages of the push inventory control system are that forecasts are often inaccurate as sales can be unpredictable and vary from one year to the next. An example of a push system is Materials Requirements Planning, or MRP.
Materials Requirement Planning (MRP):
Material requirements planning (MRP) is a production planning, scheduling, and inventory control system used to manage manufacturing processes. It schedules material deliveries based on sales forecasts.
An MRP system is intended to simultaneously meet three objectives:
1) Ensure materials are available for production and products are available for delivery to customers.
2) Maintain the lowest possible material and product levels in store
3) Plan manufacturing activities, delivery schedules and purchasing activities.
The MRP inventory management method is sales-forecast defendant. This means that manufacturers must have accurate sales records to enable accurate planning of inventory needs and to communicate those needs with materials suppliers in a timely manner.
ABC analysis (or Selective Inventory Control) is an inventory categorization technique. ABC analysis divides an inventory into three categories- “A items” with very tight control and accurate records, “B items” with less tightly controlled and good records, and “C items” with the simplest controls possible and minimal records.
Examples of ABC class are
1) ‘A’ items – 20% of the items accounts for 70% of the annual consumption value of the items.
2) ‘B’ items – 30% of the items accounts for 25% of the annual consumption value of the items.
3) ‘C’ items – 50% of the items accounts for 5% of the annual consumption value of the items.
Push-Pull System
Some companies have come up with a strategy they call the push-pull inventory control system, which combines the best of both the push and pull strategies. Push-pull is also known as lean inventory strategy. It demands a more accurate forecast of sales and adjusts inventory levels based upon actual sale of goods.
The goal is stabilization of the supply chain and the reduction of product shortages which can cause customers to go elsewhere to make their purchases.
Supply chain management
Supply chain management has been defined as the “design, planning, execution, control, and monitoring of supply chain activities with the objective of creating net value, building a competitive infrastructure, leveraging worldwide logistics, synchronizing supply with demand and measuring performance globally.
Supply chain management (SCM), the management of the flow of goods and services, involves the movement and storage of raw materials, of work-in-process inventory, and of finished goods from point of origin to point of consumption. Interconnected or interlinked networks, channels and node businesses combine in the provision of products and services required by end customers in a supply chain.
Logistics
Logistics is the management of the flow of things between the point of origin and the point of consumption in order to meet requirements of customers or corporations.
The resources managed in logistics can include physical items such as food, materials, animals, equipment, and liquids; as well as abstract items, such as time and information.
The logistics of physical items usually involves the integration of information flow, material handling, production, packaging, inventory, transportation, warehousing, and often security.
Logistics management
Logistics management is the part of supply chain management that plans, implements, and controls the efficient, effective forward, and reverses flow and storage of goods, services, and related information between the point of origin and the point of consumption in order to meet customer’s requirements.
Logistics management involves identifying prospective distributors and suppliers, and determining their effectiveness and accessibility. [13]
Vendor-managed inventory (VMI)
Vendor-managed inventory (VMI) is a family of business models in which the buyer of a product provides certain information to a supplier (vendor) of that product and the supplier takes full responsibility for maintaining an agreed inventory of the material, usually at the buyer’s consumption location (usually a store).
A third-party logistics provider can also be involved to make sure that the buyer has the required level of inventory by adjusting the demand and supply gaps. VMI makes it less likely that a business will unintentionally become out of stock of a good and reduces inventory in the supply chain.
The manufacturer receives electronic data (usually via EDI or the internet) that tells him the distributor’s sales and stock levels. The manufacturer can view every item that the distributor carriers as well as true point of sale data. The manufacturer is responsible for creating and maintaining the inventory plan. Under VMI, the manufacturer generates the order*, not the distributor.
Milk-run
Milk-run is described as a concept that is a sequential collection of goods from multiple sources and the direct service to the customers without intermediate handling features of the goods.
On the round trips are either goods collected from several suppliers and transported to one customer, or goods collected from one supplier and transported to several customers.
A milk run ensures that that minimum distance is travelled and the maximum demand is carried into the truck so as to meet both the demand requirement and effective transportation with least cost. This is applied where the load is scattered in many different places and in smaller units.
Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) is a maintenance program which involves a newly defined concept for maintaining plants and equipment. The goal of the TPM program is to markedly increase production while, at the same time, increasing employee morale and job satisfaction.
TPM (Total Productive Maintenance) is a holistic approach to equipment maintenance that strives to achieve perfect production. TPM emphasizes proactive and preventative maintenance to maximize the operational efficiency of equipment.
Why TPM:
1) No Breakdowns
2) No Small Stops or Slow Running
3) No Defects
4) No Accidents
Total quality management (TQM)
Total quality management can be summarized as a management system for a customer-focused organization that involves all employees in continual improvement. It uses strategy, data, and effective communications to integrate the quality discipline into the culture and activities of the organization.
Eight principles of total quality management:
1) Customer-focused
2) Total employee involvement
3) Process-centered
4) Integrated system
5) Strategic and systematic approach
6) Continual improvement
7) Fact-based decision making
8) Communications
Quality Control
Quality control is a process through which a business seeks to ensure that product quality is maintained or improved and manufacturing errors are reduced or eliminated.
Quality control requires the business to create an environment in which both management and employees strive for perfection. This is done by training personnel, creating benchmarks for product quality, and testing products to check for statistically significant variations.
The seven Quality tools are:
1) Cause-and-effect diagram (also known as the "fishbone" or Ishikawa diagram)
2) Check sheet
3) Control chart
4) Histogram
5) Pareto chart
6) Scatter diagram
7) Stratification (alternately, flow chart or run chart)
KAIZEN
“Kaizen” refers to a Japanese word which means “improvement” or “change for the better”. Kaizen is defined as a continuous effort by each and every employee (from the CEO to field staff) to ensure improvement of all processes and systems of a particular organization.
Kaizen brings continuous small improvements in the overall processes and eventually aims towards organization’s success. Japanese feel that many small continuous changes in the systems and policies bring effective results than few major changes.
Kaizen process aims at continuous improvement of processes not only in manufacturing sector but all other departments as well. Implementing Kaizen tools is not the responsibility of a single individual but involves every member who is directly associated with the organization. Every individual, irrespective of his/her designation or level in the hierarchy needs to contribute by incorporating small improvements and changes in the system.
The process of Kaizen helps Japanese companies to outshine all other competitors by adhering to certain set policies and rules to eliminate defects and ensure long term superior quality and eventually customer satisfaction. kaizen aims to eliminate waste (lean manufacturing).
kaizen refers to activities that continuously improve all functions and involve all employees from the CEO to the assembly line workers. It also applies to processes, such as purchasing and logistics, that cross organizational boundaries into the supply chain. It has been applied in healthcare, psychotherapy, life-coaching, government, banking, and other industries.
KANBAN
Kanban is a scheduling system for lean manufacturing and just-in-time manufacturing (JIT). Kanban is an inventory-control system to control the supply chain. Taiichi Ohno, an industrial engineer at Toyota, developed Kanban to improve manufacturing efficiency. Kanban is one method to achieve JIT. Kanban is sometimes referred to as a “pull system.”
Kanban became an effective tool to support running a production system as a whole, and an excellent way to promote improvement. One of the main benefits of Kanban is to establish an upper limit to the work in process inventory, avoiding overloading of the manufacturing system.
Kanban is a visual system for managing work moving through a process – the “value stream”. It is a system for visualizing work, reducing waste by limiting work in-progress, and maximizing customer value.
Poka-yoke
Poka-yoke is actually the first step in truly error-proofing a system.
Error-proofing is a manufacturing technique of preventing errors by designing the manufacturing process, equipment, and tools so that an operation literally cannot be performed incorrectly.
A poka-yoke is any mechanism in a lean manufacturing process that helps an equipment operator avoid (yokeru) mistakes (poka).
Its purpose is to eliminate product defects by preventing, correcting, or drawing attention to human errors as they occur. The concept was formalized, and the term adopted, by Shigeo Shingo as part of the Toyota Production System.
Toyota Production System (TPS)
The practical expression of Toyota’s people and customer-oriented philosophy is known as the Toyota Production System (TPS).
TPS has three desired outcomes:
1) To provide the customer with the highest quality vehicles, at lowest possible cost, in a timely manner with the shortest possible lead times.
2) To provide members with work satisfaction, job security and fair treatment.
3) It gives the company flexibility to respond to the market, achieve profit through cost reduction activities and long-term prosperity.
TPS strives for the absolute elimination of waste, overburden and unevenness in all areas to allow members to work smoothly and efficiently. The foundations of TPS are built on standardization to ensure a safe method of operation and a consistent approach to quality. Toyota members seek to continually improve their standard processes and procedures in order to ensure maximum quality, improve efficiency and eliminate waste.
This is known as kaizen and is applied to every sphere of the company’s activities.
The TPS organizes manufacturing and logistics for the automobile manufacturer, including interaction with suppliers and customers. The system is a major precursor of the more generic “lean manufacturing”. Taiichi Ohno and Eiji Toyoda, Japanese industrial engineers, developed the system between 1948 and 1975.
Originally called “just-in-time production”, it builds on the approach created by the founder of Toyota, Sakichi Toyoda, his son Kiichiro Toyoda, and the engineer Taiichi Ohno.
The main objectives of the TPS are to design out overburden (muri) and inconsistency (mura), and to eliminate waste (muda).
The most significant effects on process value delivery are achieved by designing a process capable of delivering the required results smoothly; by designing out “mura” (inconsistency).
It is also crucial to ensure that the process is as flexible as necessary without stress or “muri” (overburden) since this generates “muda” (waste). Finally, the tactical improvements of waste reduction or the elimination of muda are very valuable.
Jidoka
In Japanese ‘jidoka’ simply means automation. At Toyota it means ‘automation with a human touch’.
In 1902 Sakichi Toyoda invented the world’s first automatic loom that would stop automatically if any of the threads snapped. This principal, jidoka, of designing equipment and processes to stop and call attention to problems immediately when they sense a problem is a central concept of TPS.
The most visible manifestation of ‘automation with a human touch’ at the Altona plant is the andon cord situated above the line. The presence of the andon cord permits any Team Member to intervene and bring production to a halt if abnormalities occur.
The Toyota Production System has inherited the principle originated by Henry Ford of breaking down work into simple steps and distributing those steps amongst employees on the line. But employees in the Toyota system are in charge of their own jobs.
Through their teams, they run their own worksites. They identify opportunities for making improvements and take the initiative in implementing those improvements in co-operation with management.
Engineering Change Notice (ECN)
An engineering change notice (ECN), or change notice, is a document which records or authorizes a change to a specific design. The reasons for the change should also be recorded.
Following sound engineering principles, control and documentation are necessary to ensure that changes are built upon a known foundation and approved by relevant authorities.
A document approved by the design activity that describes and authorizes the implementation of an engineering change to the product and its approved configuration documentation”.
An ECN must contain at least this information:
1) Identification of what needs to be changed. This should include the part number and name of the component and reference to the drawings that show the component in detail or assembly.
2) Reason(s) for the change.
3) Description of the change. This includes a drawing of the component before and after the change. Generally, these drawings are only of the detail affected by the change.
4) List of documents and departments affected by the change. The most important part of making a change is to see that all pertinent groups are notified and all documents updated.
5) Approval of the change. As with the detail and assembly drawings, the changes must be approved by management.
6) Instruction about when to introduce the change
Make-Or-Buy Decision
A make-or-buy decision is the act of choosing between manufacturing a product in-house or purchasing it from an external supplier. In a make-or-buy decision, the most important factors to consider are part of quantitative analysis, such as the associated costs of production and whether the business has the capacity to produce at required levels.
An enterprise may decide to purchase the product rather than producing it, if is cheaper to buy than make or if it does not have sufficient production capacity to produce it in-house.
The make-or-buy decision is the act of making a strategic choice between producing an item internally or buying it externally. The buy side of the decision also is referred to as outsourcing.
Make-or-buy decisions usually arise when a firm that has developed a product or part or significantly modified a product or part is having trouble with current suppliers, or has diminishing capacity or changing demand.
First time through (FTT)
Definition: First Time Through is the percentage of units that complete a process and meet quality guidelines the first tie without being scrapped, rerun, retested, diverted for off-line repair, or returned. It is a measure of the quality of the manufacturing process.
Factual: One hundred percent (100%) FTT capability = Zero defects made or passed on.
First time through yield or FTT as it may sometimes be referred to is a measure of production efficiency, ability/skill, and quality.
Segregation of duties (SOD)
Segregation of duties (SoD) is an internal control designed to prevent error and fraud by ensuring that at least two individuals are responsible for the separate parts of any task.
SoD involves breaking down tasks that might reasonably be completed by a single individual into multiple tasks so that no one person is solely in control. Payroll management, for example, is an administrative area in which both fraud and error are risks.
A common segregation of duties for payroll is to have one employee responsible for the accounting portion of the job and someone else responsible for signing the checks.
Cycle time
Cycle time is the time from when the Operation begins to the point-of-time at which the operation ends.
Cycle time is the maximum time allowed at each workstation to complete its set of tasks on a unit.
Example.
A customer requests their product on November 6. The company receives the order instantly, and delivers the product on November 10. He actually starts working on the product only from the 8.
Therefore, the Lead Time here is 4 days, while the Cycle Time is 2 days.
Lead Time
Lead Time can never be less than Cycle Time. For optimal operations, at best, Lead Time = Cycle Time.
Lead time = (No of work stations) x (Cycle time)
Takt Time
It is the maximum acceptable time to meet the demands of the customer. In other words, Takt Time is the speed with which the product needs to be created in order to satisfy the needs of the customer.
Takt time is the maximum amount of time in which a product needs to be produced in order to satisfy customer demand
Service Example:
The company has a 9-hour work-day for its employees, of which 1 hour is the allocated break and other idle times.
Available production time = 8 hours & 480 minutes
Assume that the customer sends in 24 accounting forms to be read.
Takt Time = 480/24 = 20 minutes/form.
This means that the staff would have to work at a speed of 20 minutes per form in order to meet the customer’s needs or demands.
Throughput Time
Throughput time is a measure of the time required for a material, part or sub-assembly to pass through a manufacturing process following the release of an order to the manufacturing floor.
Throughput time or manufacturing cycle time consists of
Process time is the time period during which work is performed on the product itself.
Inspection time is the time during which the quality of the product is confirmed.
Move time is the time during which materials or works-in-process are moved from one workstation to another.
Queue time is the period of time during which the product awaits transfer to a workstation, undergoes further inspection and subsequent manufacturing processes.
Six Sigma
Six Sigma at many organizations simply means a measure of quality that strives for near perfection.
Six Sigma is a disciplined, data-driven approach and methodology for eliminating defects (driving toward six standard deviations between the mean and the nearest specification limit) in any process – from manufacturing to transactional and from product to service.
The statistical representation of Six Sigma describes quantitatively how a process is performing.
To achieve Six Sigma, a process must not produce more than 3.4 defects per million opportunities. A Six Sigma defect is defined as anything outside of customer specifications.
Six Sigma sub-methodologies:
Six Sigma DMAIC process
1) Define
2) Measure
3) Analyze
4) Improve
5) Control
It is an improvement system for existing processes falling below specification and looking for incremental improvement.
Six Sigma (sometimes stylized as 6σ) is a set of techniques and tools for process improvement.
It was introduced by engineer Bill Smith while working at Motorola in 1986. Jack Welch and Lenka Rozporka made it central to his business strategy at General Electric in 1995.
It seeks to improve the quality of the output of a process by identifying and removing the causes of defects and minimizing variability in manufacturing and business processes.
A six sigma process is one in which 99.99966% of all opportunities to produce some feature of a part are statistically expected to be free of defects.
(3.4 defective features per million opportunities).
Six Sigma 5S
5S represents Japanese words that describe the steps of a workplace organization process. English equivalent words are shown in parenthesis
1) Seiri (Sort)
2) Seiton (Straighten, Set)
3) Seiso (Shine, Sweep)
4) Seiketsu (Standardize)
5) Shitsuke (Sustain)
In simple terms, the five S methodology helps a workplace remove items that are no longer needed (sort), organize the items to optimize efficiency and flow (straighten), clean the area in order to more easily identify problems (shine), implement color coding and labels to stay consistent with other areas (standardize) and develop behaviors that keep the workplace organized over the long term (sustain).
The 7 wastes consist of:
1) Defects
2) Overproduction
3) Transportation
4) Waiting
5) Inventory
6) Motion
7) Processing
1) Over Production
Building an excess quantity of units or more than the customer needs or is willing to pay for. This could be due to long set-up times, very long lead times, and difficulties known at start-up. This is often done to cover an underlying problem. This type of waste is the most critical waste type to control since it involves the other six wastes. This is the most important waste of the 7-wastes to control.
2) Defects (Rejects, Repair, Rework)
Parts or units that do not meet the customer specification. Defects always require some degree of additional attention, whether it they are tracked, scrapped, reworked, or repaired. And these options may result in more waste or others of the seven wastes. Remember to consider all the confusion and delays that might have been associated with the scrap or rework.
3) Transportation Examples:
Manually moving stock to a staging area and dropping off material and picking it back up to deliver to machine. Minimize the transportation and people involved in moving material. Transportation waste should be evaluated in the office and manufacturing floor. Sometimes it is electronic waste in the corporate environment. Review transportation waste of any materials (direct or indirect).
4) Waiting
Downtime waiting for parts, components, raw materials, approvals, the previous operation down in a cell, and paperwork. A machine could be waiting for next job, because the current job is being overproduced. It could be the part is waiting for something or the people involved are waiting. Once again, waiting can be a waste that occurs in a transaction and “front office” related too, such as waiting for a requisition to be approved, purchase order, or others to join a meeting.
5) Inventory
Not all inventory is “bad” inventory. A properly sized Kanban or plan for each unit will dictate the appropriate amounts of inventory at each phase of a value stream. Moreover, the Kanban minimum and maximum levels should be dynamic and adjust as conditions change. It should be capable of looking forward for potential outliers and using historical performance. Of course, if a business model exists where all inventory is prepaid by customer and “none” is tied up as working capital, then that is ideal. Most often, this isn’t possible.
6) Motion
Excess motion to adjust a machine, frame a house, make a reservation, that could be done by rearranging layout, tools, and personnel. The motion may cause unnecessary fatigue and long term injury. Proper ergonomics should be applied when making adjustment to motion studies.
7) Processing
This is different than the waste of Overproduction. The waste of Excess Processing includes waste such as over polishing parts, sorting parts that don’t need to be sorted, heating parts at too long or too high of temperature, excessive washing, redundant paperwork, excessive data collection, tumbling, turning, drying parts longer than necessary, and applying excess paint.
Lean Manufacturing
Lean Manufacturing focuses on lead time reduction. The objective is converting raw material to cash as quick as possible, optimize the cash conversion cycle.
It is accomplished by the elimination and reduction of waste. The tools reveal areas of opportunity and guide the prioritization of improvements.
Lean manufacturing is a production process that eliminates waste, thereby increasing the endpoint value for the consumer. Quality improves as production time and cost are reduced. Toyota added an additional element, evenness of work flow, which helps expose inefficiencies in production that allow companies to redesign manufacturing processes for maximum profit.
Cellular Manufacturing
A manufacturing approach in which equipment and workstations are arranged to facilitate small lot, continuous flow production. In a manufacturing cell, all operations that are necessary to produce a component or sub assembly are performed in close proximity, often times in a U-shaped layout, thus allowing for quick feedback between operations when problems and other issues arise.
Workers in manufacturing cells are typically cross trained and able to perform multiple tasks as needed.
Cellular Manufacturing systems machines are grouped together according to the families of parts produced, which provides a distinct advantage in that material flow is significantly improved, which reduces the distance traveled by materials, inventory, people which increases the overall lead times.
SMED
SMED (Single-Minute Exchange of Dies) is a system for dramatically reducing the time it takes to complete equipment changeovers. The essence of the SMED system is to convert as many changeover steps as possible to “external” (performed while the equipment is running), and to simplify and streamline the remaining steps. The name Single-Minute Exchange of Dies comes from the goal of reducing changeover times to the “single” digits (i.e. less than 10 minutes).
Conclusion
The above concepts showed that by using the concepts and methods of World Class Manufacturing, better results can be achieved, which further motivate employees to perform better.
The result of the implementation of this concept and its methods is saved money, greater motivation of the people, greater safety at the workplace, better order and discipline in the workplace and greater cooperation among workers.
The introduction of the WCM concept and its methods brings the company the increase of efficiency and effectiveness and that the enterprises should look at this implementation as a challenge to further progress.
Total Quality Management (TQM) and Total Productive Maintenance (TPM), are such popular initiatives employed by the manufacturing organizations in synergy as Organizational Performance Improvement Techniques.
