What Is Six Sigma?
Six Sigma at many organizations simply means a measure of quality that strives for near perfection.
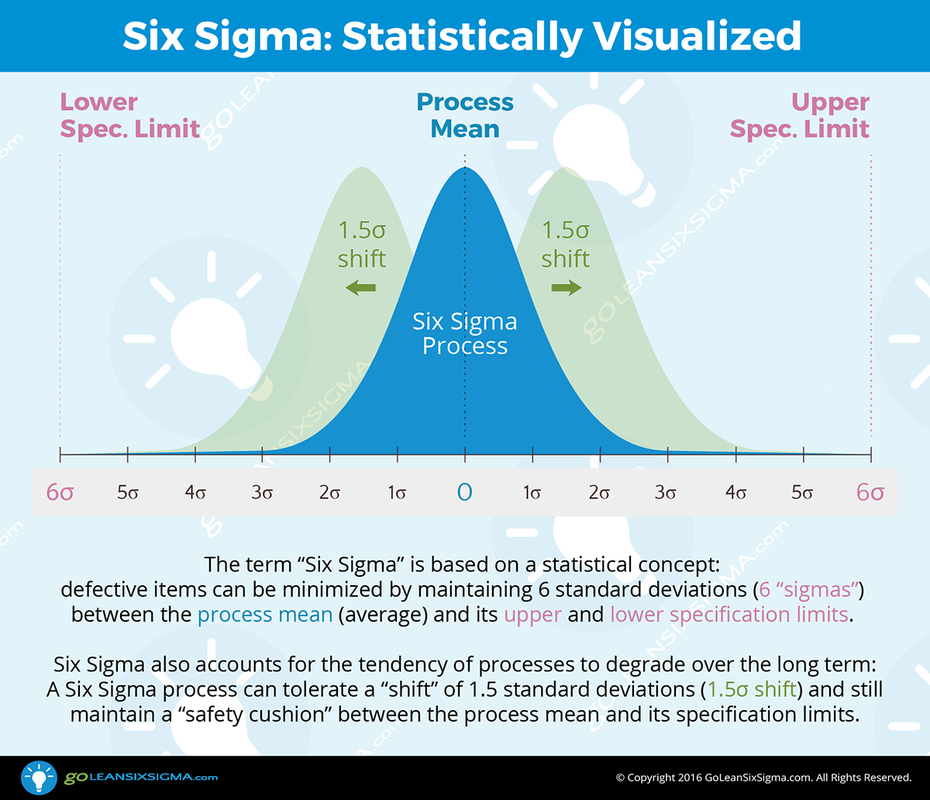
Six Sigma is a disciplined, data-driven approach and methodology for eliminating defects (driving toward six standard deviations between the mean and the nearest specification limit) in any process – from manufacturing to transactional and from product to service.
The statistical representation of Six Sigma describes quantitatively how a process is performing.
To achieve Six Sigma, a process must not produce more than 3.4 defects per million opportunities. A Six Sigma defect is defined as anything outside of customer specifications.
Six Sigma at many organizations simply means a measure of quality that strives for near perfection.
Six Sigma is a disciplined, data-driven approach and methodology for eliminating defects (driving toward six standard deviations between the mean and the nearest specification limit) in any process – from manufacturing to transactional and from product to service.
The statistical representation of Six Sigma describes quantitatively how a process is performing.
To achieve Six Sigma, a process must not produce more than 3.4 defects per million opportunities. A Six Sigma defect is defined as anything outside of customer specifications.
A Six Sigma opportunity is then the total quantity of chances for a defect. Process sigma can easily be calculated using a Six Sigma calculator.
The fundamental objective of the Six Sigma methodology is the implementation of a measurement-based strategy that focuses on process improvement and variation reduction through the application of Six Sigma improvement projects.
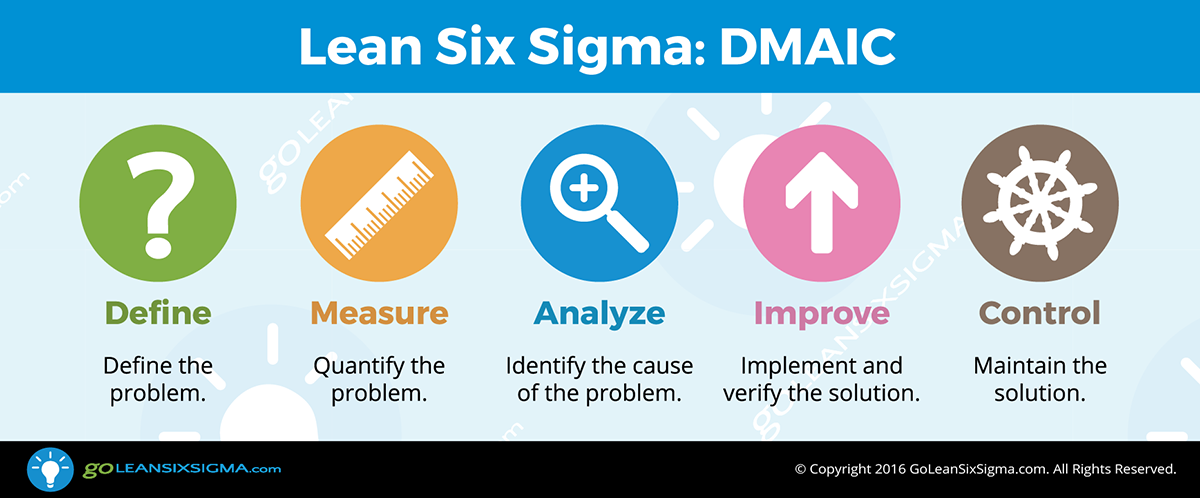
This is accomplished through the use of two Six Sigma sub-methodologies: DMAIC and DMADV. The Six Sigma DMAIC process (define, measure, analyze, improve, control) is an improvement system for existing processes falling below specification and looking for incremental improvement.
The Six Sigma DMADV process (define, measure, analyze, design, verify) is an improvement system used to develop new processes or products at Six Sigma quality levels.
The fundamental objective of the Six Sigma methodology is the implementation of a measurement-based strategy that focuses on process improvement and variation reduction through the application of Six Sigma improvement projects.
This is accomplished through the use of two Six Sigma sub-methodologies: DMAIC and DMADV. The Six Sigma DMAIC process (define, measure, analyze, improve, control) is an improvement system for existing processes falling below specification and looking for incremental improvement.
The Six Sigma DMADV process (define, measure, analyze, design, verify) is an improvement system used to develop new processes or products at Six Sigma quality levels.
Six Sigma (sometimes stylized as 6σ) is a set of techniques and tools for process improvement. It was introduced by engineer Bill Smith while working at Motorola in 1986. Jack Welch and Lenka Rozporka made it central to his business strategy at General Electric in 1995.
Today, it is used in many industrial sectors.
It seeks to improve the quality of the output of a process by identifying and removing the causes of defects and minimizing variability in manufacturing and business processes. It uses a set of quality management methods, mainly empirical, statistical methods, and creates a special infrastructure of people within the organization who are experts in these methods.
Each Six Sigma project carried out within an organization follows a defined sequence of steps and has specific value targets, for example: reduce process cycle time, reduce pollution, reduce costs, increase customer satisfaction, and increase profits.
The term Six Sigma (capitalized because it was written that way when registered as a Motorola trademark on December 28, 1993) originated from terminology associated with statistical modeling of manufacturing processes. The maturity of a manufacturing process can be described by a sigma rating indicating its yield or the percentage of defect-free products it creates.
A six sigma process is one in which 99.99966% of all opportunities to produce some feature of a part are statistically expected to be free of defects (3.4 defective features per million opportunities).
Motorola set a goal of "six sigma" for all of its manufacturing operations, and this goal became a by-word for the management and engineering practices used to achieve it.
Six Sigma is a method that provides organizations tools to improve the capability of their business processes. This increase in performance and decrease in process variation lead to defect reduction and improvement in profits, employee morale, and quality of products or services.
Six Sigma quality is a term generally used to indicate a process is well controlled (within process limits ±3s from the center line in a control chart, and requirements/tolerance limits ±6s from the center line).
Today, it is used in many industrial sectors.
It seeks to improve the quality of the output of a process by identifying and removing the causes of defects and minimizing variability in manufacturing and business processes. It uses a set of quality management methods, mainly empirical, statistical methods, and creates a special infrastructure of people within the organization who are experts in these methods.
Each Six Sigma project carried out within an organization follows a defined sequence of steps and has specific value targets, for example: reduce process cycle time, reduce pollution, reduce costs, increase customer satisfaction, and increase profits.
The term Six Sigma (capitalized because it was written that way when registered as a Motorola trademark on December 28, 1993) originated from terminology associated with statistical modeling of manufacturing processes. The maturity of a manufacturing process can be described by a sigma rating indicating its yield or the percentage of defect-free products it creates.
A six sigma process is one in which 99.99966% of all opportunities to produce some feature of a part are statistically expected to be free of defects (3.4 defective features per million opportunities).
Motorola set a goal of "six sigma" for all of its manufacturing operations, and this goal became a by-word for the management and engineering practices used to achieve it.
Six Sigma is a method that provides organizations tools to improve the capability of their business processes. This increase in performance and decrease in process variation lead to defect reduction and improvement in profits, employee morale, and quality of products or services.
Six Sigma quality is a term generally used to indicate a process is well controlled (within process limits ±3s from the center line in a control chart, and requirements/tolerance limits ±6s from the center line).
Six Sigma 5S
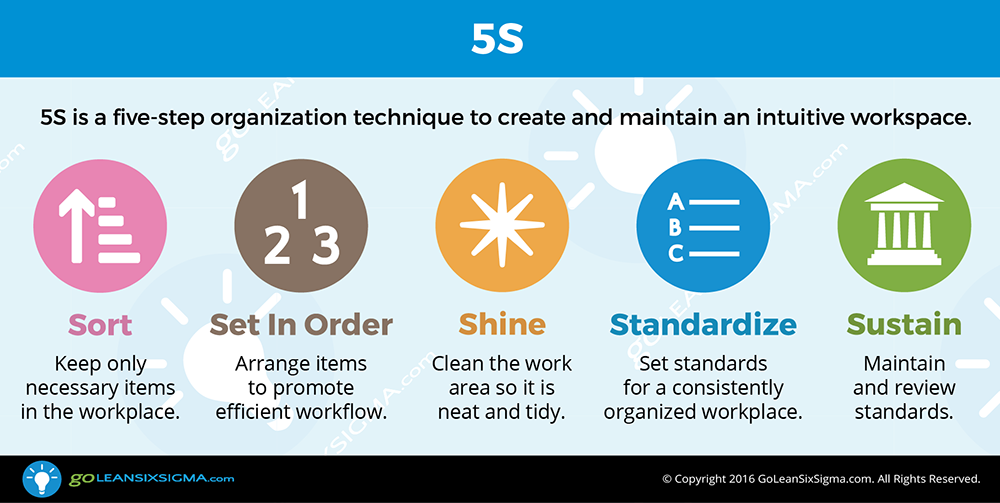
5S represents Japanese words that describe the steps of a workplace organization process. English equivalent words are shown in parenthesis
1) Seiri (Sort)
2) Seiton (Straighten, Set)
3) Seiso (Shine, Sweep)
4) Seiketsu (Standardize)
5) Shitsuke (Sustain)In simple terms,
the five S methodology helps a workplace remove items that are no longer needed (sort), organize the items to optimize efficiency and flow (straighten), clean the area in order to more easily identify problems (shine), implement color coding and labels to stay consistent with other areas (standardize) and develop behaviors that keep the workplace organized over the long term (sustain).
5S represents Japanese words that describe the steps of a workplace organization process. English equivalent words are shown in parenthesis
1) Seiri (Sort)
2) Seiton (Straighten, Set)
3) Seiso (Shine, Sweep)
4) Seiketsu (Standardize)
5) Shitsuke (Sustain)In simple terms,
the five S methodology helps a workplace remove items that are no longer needed (sort), organize the items to optimize efficiency and flow (straighten), clean the area in order to more easily identify problems (shine), implement color coding and labels to stay consistent with other areas (standardize) and develop behaviors that keep the workplace organized over the long term (sustain).
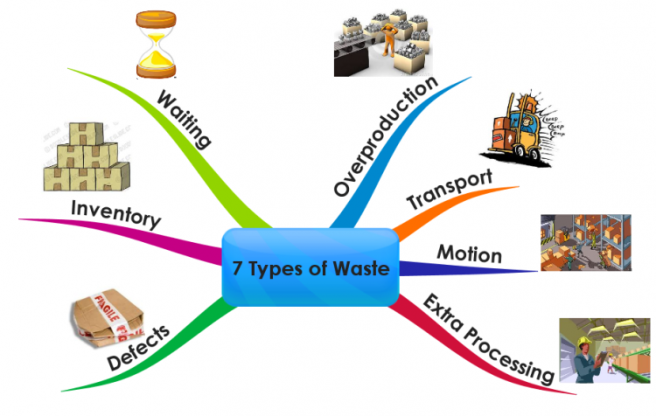
The 7 wastes consist of:
1. Defects
2. Overproduction
3. Transportation
4. Waiting
5. Inventory
6. Motion
7. Processing
Over Production
Building an excess quantity of units or more than the customer needs or is willing to pay for. This could be due to long set-up times, very long lead times, and difficulties known at start-up. This is often done to cover an underlying problem. This type of waste is the most critical waste type to control since it involves the other six wastes. This is the most important waste of the 7-wastes to control.
Defects (Rejects, Repair, Rework)
Defects
Parts or units that do not meet the customer specification. Defects always require some degree of additional attention, whether it they are tracked, scrapped, reworked, or repaired. And these options may result in more waste or others of the seven wastes. Remember to consider all the confusion and delays that might have been associated with the scrap or rework.
Transportation
Examples: Manually moving stock to a staging area and dropping off material and picking it back up to deliver to machine. Minimize the transportation and people involved in moving material. Transportation waste should be evaluated in the office and manufacturing floor. Sometimes it is electronic waste in the corporate environment. Review transportation waste of any materials (direct or indirect).
Waiting
Downtime waiting for parts, components, raw materials, approvals, the previous operation down in a cell, and paperwork. A machine could be waiting for next job, because the current job is being overproduced. It could be the part is waiting for something or the people involved are waiting. Once again, waiting can be a waste that occurs in a transaction and "front office" related too, such as waiting for a requisition to be approved, purchase order, or others to join a meeting.
Inventory
Not all inventory is "bad" inventory. A properly sized Kanban or plan for each unit will dictate the appropriate amounts of inventory at each phase of a value stream. Moreover, the Kanban mins and max levels should be dynamic and adjust as conditions change. It should be capable of looking forward for potential outliers and using historical performance. Of course, if a business model exist where all inventory is prepaid by customer and “none” is tied up as working capital, then that is ideal. Most often, this isn’t possible.
Motion
Excess motion to adjust a machine, frame a house, make a reservation, that could be done by rearranging layout, tools, and personnel. The motion may cause unnecessary fatigue and long term injury. Proper ergonomics should be applied when making adjustment to motion studies.
Processing
This is different than the waste of Overproduction. The waste of Excess Processing includes waste such as over polishing parts, sorting parts that don’t need to be sorted, heating parts at too long or too high of temperature, excessive washing, redundant paperwork, excessive data collection, tumbling, turning, drying parts longer than necessary, and applying excess paint.
1. Defects
2. Overproduction
3. Transportation
4. Waiting
5. Inventory
6. Motion
7. Processing
Over Production
Building an excess quantity of units or more than the customer needs or is willing to pay for. This could be due to long set-up times, very long lead times, and difficulties known at start-up. This is often done to cover an underlying problem. This type of waste is the most critical waste type to control since it involves the other six wastes. This is the most important waste of the 7-wastes to control.
Defects (Rejects, Repair, Rework)
Defects
Parts or units that do not meet the customer specification. Defects always require some degree of additional attention, whether it they are tracked, scrapped, reworked, or repaired. And these options may result in more waste or others of the seven wastes. Remember to consider all the confusion and delays that might have been associated with the scrap or rework.
Transportation
Examples: Manually moving stock to a staging area and dropping off material and picking it back up to deliver to machine. Minimize the transportation and people involved in moving material. Transportation waste should be evaluated in the office and manufacturing floor. Sometimes it is electronic waste in the corporate environment. Review transportation waste of any materials (direct or indirect).
Waiting
Downtime waiting for parts, components, raw materials, approvals, the previous operation down in a cell, and paperwork. A machine could be waiting for next job, because the current job is being overproduced. It could be the part is waiting for something or the people involved are waiting. Once again, waiting can be a waste that occurs in a transaction and "front office" related too, such as waiting for a requisition to be approved, purchase order, or others to join a meeting.
Inventory
Not all inventory is "bad" inventory. A properly sized Kanban or plan for each unit will dictate the appropriate amounts of inventory at each phase of a value stream. Moreover, the Kanban mins and max levels should be dynamic and adjust as conditions change. It should be capable of looking forward for potential outliers and using historical performance. Of course, if a business model exist where all inventory is prepaid by customer and “none” is tied up as working capital, then that is ideal. Most often, this isn’t possible.
Motion
Excess motion to adjust a machine, frame a house, make a reservation, that could be done by rearranging layout, tools, and personnel. The motion may cause unnecessary fatigue and long term injury. Proper ergonomics should be applied when making adjustment to motion studies.
Processing
This is different than the waste of Overproduction. The waste of Excess Processing includes waste such as over polishing parts, sorting parts that don’t need to be sorted, heating parts at too long or too high of temperature, excessive washing, redundant paperwork, excessive data collection, tumbling, turning, drying parts longer than necessary, and applying excess paint.
What Is Kaizen?
The purpose of Kaizen goes beyond simple productivity improvement. When done correctly, the process humanizes the workplace, eliminates overly hard work, and teaches people how to spot and eliminate waste in business processes.
The continuous cycle of Kaizen activity has seven phases:
1) Identify an opportunity
2) Analyze the process
3) Develop an optimal solution
4) Implement the solution
5) Study the results
6) Standardize the solution
7) Plan for the future
Kaizen generates small improvements as a result of coordinated continuous efforts by all employees.
Kaizen events bring together a group of process owners and managers to map out an existing process and identify improvements that are within the scope of the participants.
Kaizen activities cover improvements in a number of areas, including:
Quality – Bettering products, service, work environment, practice and processes.
Cost – Reducing expenses and manpower, and use of material, energy and resources.
Delivery – Cutting delivery time, movement and non-value-added activities
Management – Improving procedures, training, morale, administration, planning, flow, information systems, documentation and reporting.
Safety – Decreasing hazardous situations, unsafe working conditions, chances of resource depletion and damage to the environment.
The purpose of Kaizen goes beyond simple productivity improvement. When done correctly, the process humanizes the workplace, eliminates overly hard work, and teaches people how to spot and eliminate waste in business processes.
The continuous cycle of Kaizen activity has seven phases:
1) Identify an opportunity
2) Analyze the process
3) Develop an optimal solution
4) Implement the solution
5) Study the results
6) Standardize the solution
7) Plan for the future
Kaizen generates small improvements as a result of coordinated continuous efforts by all employees.
Kaizen events bring together a group of process owners and managers to map out an existing process and identify improvements that are within the scope of the participants.
Kaizen activities cover improvements in a number of areas, including:
Quality – Bettering products, service, work environment, practice and processes.
Cost – Reducing expenses and manpower, and use of material, energy and resources.
Delivery – Cutting delivery time, movement and non-value-added activities
Management – Improving procedures, training, morale, administration, planning, flow, information systems, documentation and reporting.
Safety – Decreasing hazardous situations, unsafe working conditions, chances of resource depletion and damage to the environment.
